जेव्हा आपण सीएनसी एक भाग मशीनिंग समाप्त करता तेव्हा आपले कार्य केले जात नाही. या कच्च्या घटकांमध्ये कुरूप पृष्ठभाग असू शकतात आणि कदाचित तेवढे मजबूत असू शकत नाहीत. किंवा ते एका घटकाचा फक्त एक भाग आहेत जे संपूर्ण उत्पादन तयार करण्यासाठी इतर घटकांसह सामील होणे आवश्यक आहे. तथापि, आपण किती वेळा वैयक्तिक भाग बनलेले डिव्हाइस वापरता?
मुद्दा असा आहे की अनुप्रयोगांच्या श्रेणीसाठी पोस्ट-प्रोसेसिंग प्रक्रिया आवश्यक आहेत आणि येथे आम्ही आपल्याला काही बाबींशी ओळख करुन देतो जेणेकरून आपण आपल्या प्रकल्पासाठी योग्य दुय्यम ऑपरेशन निवडू शकता.
या तीन भागांच्या मालिकेत, आम्ही उष्णता उपचार प्रक्रिया, समाप्त आणि हार्डवेअर स्थापनेसाठी पर्याय आणि विचारांचा समावेश करू. यापैकी कोणत्याही किंवा सर्वांना आपला भाग मशीन्ड स्टेटमधून ग्राहक-तयार स्थितीत हलविणे आवश्यक आहे. हा लेख उष्णता उपचारांवर चर्चा करतो, तर भाग II आणि III पृष्ठभागाची तयारी आणि हार्डवेअर स्थापनेची तपासणी करतात.

या तीन भागांच्या मालिकेत, आम्ही उष्णता उपचार प्रक्रिया, समाप्त आणि हार्डवेअर स्थापनेसाठी पर्याय आणि विचारांचा समावेश करू. यापैकी कोणत्याही किंवा सर्वांना आपला भाग एखाद्या मशीन्ड स्टेटपासून ग्राहक-तयार स्थितीत मिळविणे आवश्यक असू शकते. हा लेख उष्णता उपचारांवर चर्चा करतो.
प्रक्रिया करण्यापूर्वी किंवा नंतर उष्णता उपचार?
मशीनिंगनंतर उष्मा उपचार हा पहिला ऑपरेशन आहे आणि प्री-ट्रीटेड सामग्री मशीनिंगचा विचार करणे देखील शक्य आहे. एक पद्धत का वापरा आणि दुसरी नाही? उष्णता उपचार आणि मशीनिंग धातू निवडल्या गेलेल्या क्रमाने भौतिक गुणधर्म, मशीनिंग प्रक्रिया आणि त्या भागाच्या सहनशीलतेवर परिणाम होऊ शकतो.
जेव्हा आपण उष्णतेवर उपचार केलेल्या सामग्रीचा वापर करता तेव्हा हे आपल्या मशीनिंगवर परिणाम करते - कठोर सामग्री मशीनला जास्त वेळ घेते आणि साधने वेगवान परिधान करतात, ज्यामुळे मशीनिंगची किंमत वाढते. उष्मा उपचारांचा प्रकार आणि सामग्रीच्या प्रभावित पृष्ठभागाच्या खाली असलेल्या खोलीवर अवलंबून, सामग्रीच्या कठोर थरातून कापणे आणि प्रथम ठिकाणी कठोर धातू वापरण्याच्या उद्देशाने पराभूत करणे देखील शक्य आहे. हे देखील शक्य आहे की मशीनिंग प्रक्रियेमुळे वर्कपीसची कठोरता वाढविण्यासाठी पुरेशी उष्णता निर्माण होते. स्टेनलेस स्टीलसारख्या काही विशिष्ट सामग्री मशीनिंग दरम्यान कठोर काम करण्याची अधिक शक्यता असते आणि हे टाळण्यासाठी अतिरिक्त काळजी घेणे आवश्यक आहे.
तथापि, प्रीहेटेड धातू निवडण्याचे काही फायदे आहेत. कठोर धातूंसह, आपले भाग कठोर सहिष्णुतेसाठी ठेवले जाऊ शकतात आणि सोर्सिंग सामग्री सुलभ आहे कारण प्रीहीट-उपचारित धातू सहज उपलब्ध आहेत. आणि, जर आपण मशीनिंग पूर्ण होईपर्यंत प्रतीक्षा केली तर उष्णता उपचार उत्पादन प्रक्रियेमध्ये आणखी एक वेळ घेणारी चरण जोडते.
दुसरीकडे, मशीनिंगनंतर उष्णता उपचार आपल्याला मशीनिंग प्रक्रियेवर अधिक नियंत्रण देते. उष्णता उपचारांचे बरेच प्रकार आहेत आणि इच्छित भौतिक गुणधर्म मिळविण्यासाठी आपण कोणत्या प्रकारचे वापरावे हे निवडू शकता. मशीनिंगनंतर उष्णता उपचार देखील भागाच्या पृष्ठभागावर सुसंगत उष्णता उपचार सुनिश्चित करते. प्रीहेटेड सामग्रीसाठी, उष्णता उपचार केवळ एका विशिष्ट खोलीवर सामग्रीवर परिणाम करू शकते, म्हणून मशीनिंगमुळे काही ठिकाणी कठोर सामग्री काढून टाकू शकते परंतु इतरांना नाही.
आधी नमूद केल्याप्रमाणे, पोस्ट-प्रोसेसिंग उष्णता उपचार खर्च आणि लीड वेळ वाढवते कारण प्रक्रियेस अतिरिक्त आउटसोर्स चरणांची आवश्यकता असते. उष्णतेच्या उपचारांमुळे भाग बदलू शकतात किंवा विकृत होऊ शकतात, ज्यामुळे मशीनिंग दरम्यान प्राप्त झालेल्या घट्ट सहिष्णुतेवर परिणाम होतो.
उष्णता उपचार
थोडक्यात, उष्णता उपचार धातूचे भौतिक गुणधर्म बदलते. सहसा, याचा अर्थ धातूची शक्ती आणि कडकपणा वाढविणे म्हणजे ते अधिक तीव्र अनुप्रयोगांना सहन करू शकेल. तथापि, विशिष्ट उष्णता उपचार प्रक्रिया जसे की ne नीलिंग, प्रत्यक्षात धातुची कडकपणा कमी करू शकते. चला उष्णता उपचारांच्या वेगवेगळ्या पद्धती पाहूया.
कठोर
मेटल अधिक कठोर करण्यासाठी कठोर करणे वापरले जाते. उच्च कडकपणाचा अर्थ असा होतो की धातुवर परिणाम होतो तेव्हा धातुला दाट किंवा चिन्हांकित करण्याची शक्यता कमी असते. उष्णता उपचारामुळे धातूची तन्यता वाढते, जी अशी शक्ती आहे ज्याद्वारे सामग्री अयशस्वी होते आणि खंडित होते. उच्च सामर्थ्य विशिष्ट अनुप्रयोगांसाठी सामग्री अधिक योग्य करते.
धातूला कडक करण्यासाठी, वर्कपीस धातूच्या गंभीर तापमानापेक्षा विशिष्ट तापमानात किंवा त्याच्या क्रिस्टल स्ट्रक्चर आणि भौतिक गुणधर्म ज्या बिंदूवर बदलतात त्या बिंदूवर गरम केले जाते. धातू या तापमानात धरून ठेवली जाते आणि नंतर थंड होण्यासाठी पाण्यात, समुद्र किंवा तेलात विझविली जाते. क्विंचिंग फ्लुइड धातूच्या विशिष्ट मिश्र धातुवर अवलंबून असते. प्रत्येक क्विंच फ्लुईडमध्ये एक अद्वितीय शीतकरण दर असतो, म्हणून निवड धातूला किती वेगवान होते यावर आधारित आहे.
केस कडक होत आहे
केस कडक करणे हा एक प्रकारचा कडकपणा आहे जो केवळ सामग्रीच्या बाह्य पृष्ठभागावर परिणाम करतो. टिकाऊ बाह्य थर तयार करण्यासाठी ही प्रक्रिया सहसा मशीनिंगनंतर केली जाते.
पर्जन्यमान कठोर
पर्जन्यवृष्टी कठोर करणे ही विशिष्ट धातूंच्या घटकांसह विशिष्ट धातूंची प्रक्रिया आहे. या घटकांमध्ये तांबे, अॅल्युमिनियम, फॉस्फरस आणि टायटॅनियमचा समावेश आहे. हे घटक घन धातूमध्ये घसरतात किंवा जेव्हा सामग्री विस्तारित कालावधीसाठी गरम केली जाते तेव्हा घन कण तयार करतात. हे धान्य संरचनेवर परिणाम करते, सामग्रीची शक्ती वाढवते.
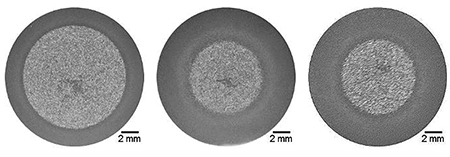
(प्रक्रियेच्या पॅरामीटर्समध्ये बदल करून कठोरपणाची खोली बदलली जाऊ शकते)
En नीलिंग
आधी नमूद केल्याप्रमाणे, अॅनिलिंगचा वापर धातू मऊ करण्यासाठी, तसेच तणाव कमी करण्यासाठी आणि सामग्रीची ड्युटिलिटी वाढविण्यासाठी केला जातो. या प्रक्रियेमुळे धातूचे कार्य करणे सुलभ होते.
धातूचे अनील करण्यासाठी, धातू हळूहळू विशिष्ट तापमानात (सामग्रीच्या गंभीर तापमानापेक्षा जास्त) गरम केली जाते, त्या तापमानात ठेवली जाते आणि शेवटी हळू हळू थंड होते. इन्सुलेटिंग सामग्रीमध्ये धातूला दफन करून किंवा भट्टीमध्ये भट्टी आणि धातू थंड म्हणून ठेवून ही धीमे शीतकरण प्रक्रिया पूर्ण केली जाते.
मोठा स्लॅब मशीनिंग ताणतणाव आराम
तणाव आराम ne नीलिंगसारखेच आहे, जेथे सामग्री एका विशिष्ट तापमानात गरम केली जाते आणि हळूहळू थंड केली जाते. तथापि, तणावमुक्तीच्या बाबतीत, हे तापमान गंभीर तापमानापेक्षा कमी आहे. नंतर सामग्री एअर कूल्ड केली जाते.
ही प्रक्रिया धातूच्या भौतिक गुणधर्मांमध्ये लक्षणीय बदल न करता थंड काम किंवा कातरणे पासून तणाव दूर करते. भौतिक गुणधर्म बदलत नाहीत, परंतु या तणावापासून मुक्त झाल्याने पुढील प्रक्रियेदरम्यान किंवा भागाच्या वापरादरम्यान आयामी बदल (किंवा वॉर्पिंग किंवा इतर विकृती) टाळण्यास मदत होते.
स्वभाव
जेव्हा एखादी धातू टेम्पर्ड होते, तेव्हा ती गंभीर तापमानाच्या खाली असलेल्या बिंदूपर्यंत गरम केली जाते आणि नंतर हवेमध्ये थंड केली जाते. हे जवळजवळ तणावमुक्तीसारखेच आहे, परंतु अंतिम तापमान तणावमुक्तीपेक्षा जास्त नाही. कठोरपणाच्या प्रक्रियेद्वारे जोडलेल्या सामग्रीची बहुतेक कठोरता टिकवून ठेवताना टेम्परिंग कठोरपणा वाढवते.
अंतिम विचार
इच्छित भौतिक गुण मिळविण्यासाठी बहुतेक वेळा धातूंचा उष्णता उपचार आवश्यक असतो
------------------------------- समाप्त ----------------------------------------




